


电路板厂家生产电路板都是按机器通用的尺寸与PCB板合理的板材规划来开料生产的,那种客人只需要把最终的电路板尺寸做出来才能交货的,因为我们就需要了解电路板成型的工艺生产技术
一. 制作流程
1. 啤板:成型(啤板,锣板)→V-CUT或斜边(beveling)→洗板 1.1啤板:按客户的外围要求制成冲压模具,在冲床上冲压而成,它适用于可大量生产 又不太注重板边粗糙的客户。
1. 2啤板的工艺流程:检查啤模→装模→啤板→检查→正式啤板→打磨→洗板
1.3啤模外形可分:冲口模、外形脱料模、复合模。
1.4啤模可分上下模,上下模形成剪口,其嵌合度可达0.02mm,经多次冲压后,剪口 钝化,需重新进行打磨修理
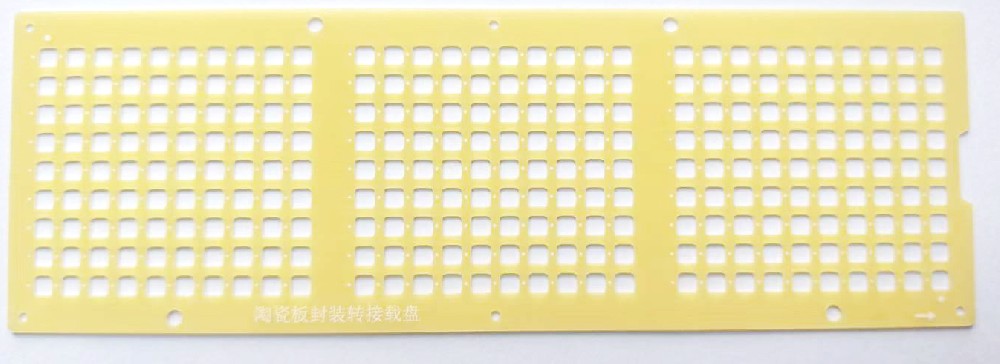
1. 5啤板的制作公差,外围公差为7mil,啤坑之间最小距离2mm.
2.锣板
2.1 锣板:是根据客户对外围尺寸的要求制作锣带,将锣带输入电脑,由CNC控制 的锣机上,使用锣刀进行锣板
2.2锣刀一般采用钨钢制作,长度38.1mm,直径为0.8-3.175mm,spindle转速可达60.000 RPM
2. 3锣板的制作公差可达±4mil
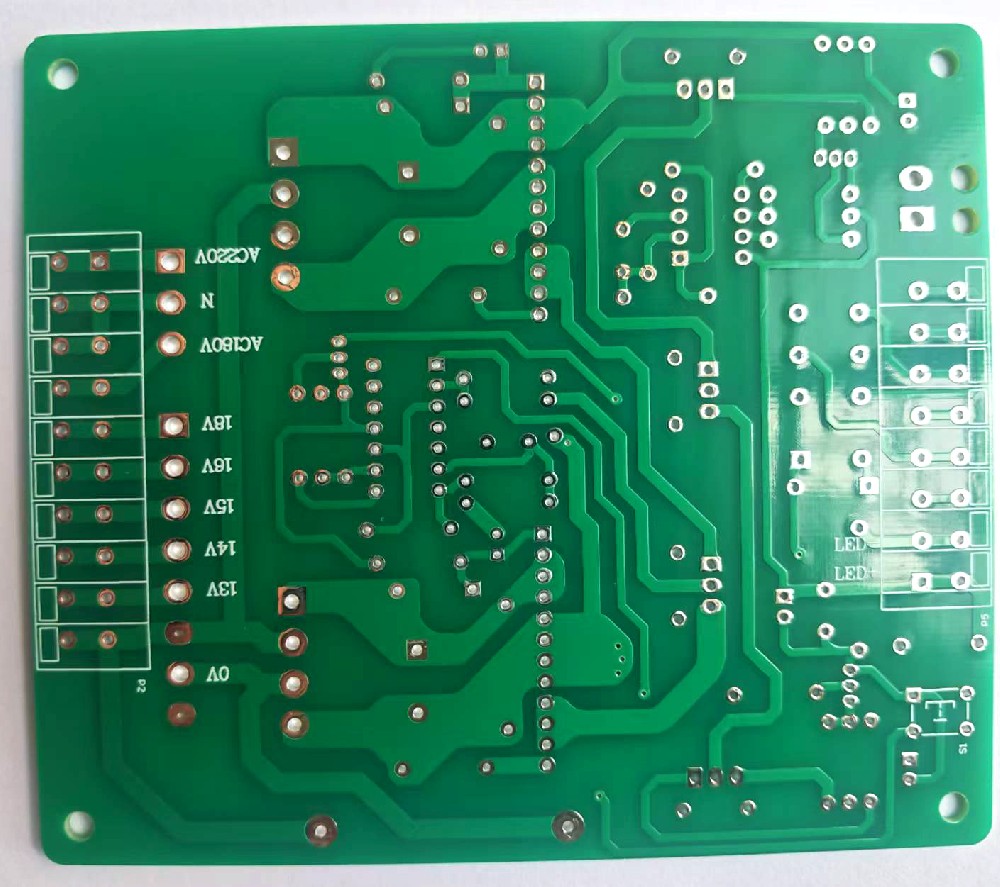
3.手锣:成型时将板套在事先按客户要求尺寸作好的摸板上,再以手动铣床,沿模板外 围铣切而成。目前我司多数对主机板实行是啤再手锣的方式。
4.V-CUT:V-CUT为方便客户在插件后将panel改为piece,而在piece中间刻划一条V槽,目前我司有手动与自动V-CUT两种,手动V-CUT须在成型后完成,自动V-CUT在成型前。
4.1 V-CUT角度分为30三种
4.2 V-CUT刀具使用的钨刚材料
4.3 V-CUT时须调板,上下刀对准度及残余厚度,其中手动V-CUT精度较差,自动 V-CUT使用CNC控制,对准度可达±3mil,残厚公差可达±3mil
5.斜边(beveling) 对部分金手指板保证其插入顺利,在金手指前端作一斜边,也分自动,手动 两种。影响斜边质量的重要因素是板厚及板翘。
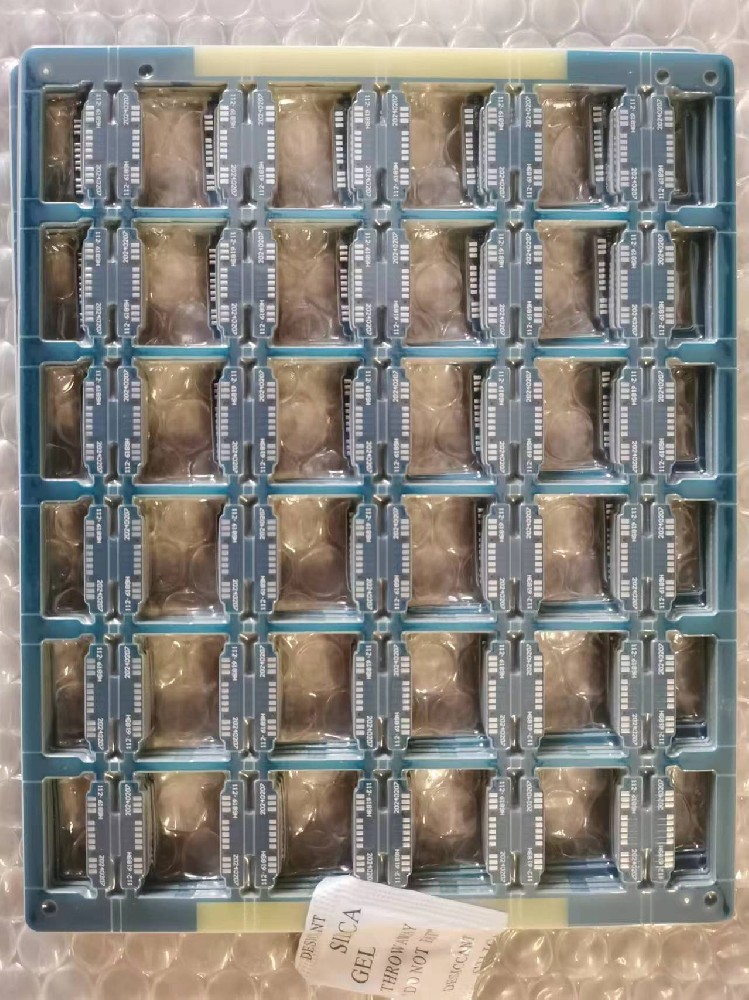
6. 洗板 经成型后的板面一定会积存较多的粉屑,故需将其清洁够方能出货。
以上的流程就是电路板生产中最终按客人资做出来的成品电路板尺寸,也就是满足客人文件需要的一种工艺

